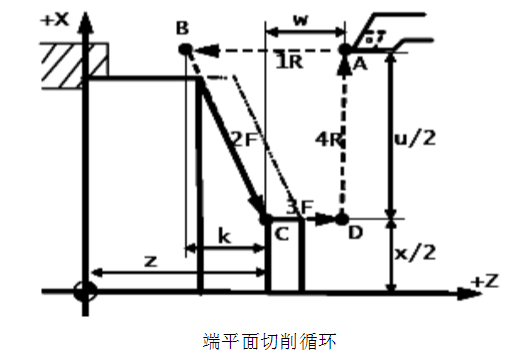
(一)、端平面切削循环
1、格式:G81 X__Z__F__;
2、说明:
X、Z:切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示,其符号由轨迹1和2的方向确定。
该指令执行如图所示A→B→C→D→A的轨迹动作。(下图错误)
(二)、圆锥端面切削循环
1、格式:G81X__Z__K__F__;
2、说明:
X、Z:绝对值编程时,为切削终点C在工件坐标系下的坐标;增量值编程时,为切削终点C相对于循环起点A的有向距离,图形中用U、W表示。K:为切削起点B相对于切削终点C的Z向有向距离。
该指令执行如图所示A→B→C→D→A的轨迹动作。
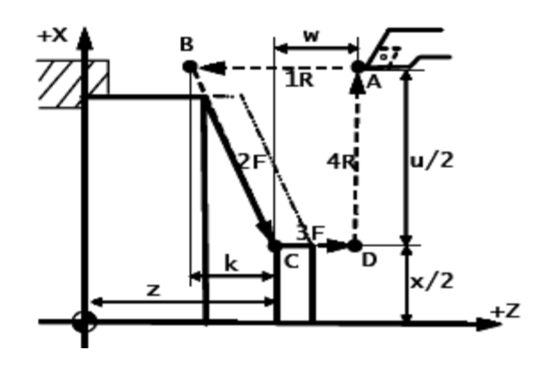
圆锥端面切削循环
例1:如图所示,用G81指令编程,点画线代表毛坯。
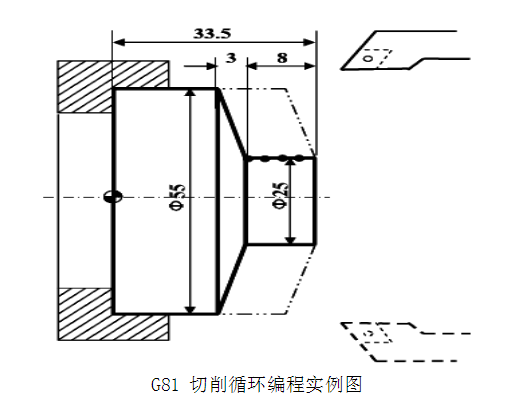
%2321
N10T0101 (选1号刀左偏刀)
N20 M03 S500 (主轴正转500r/min)
N30 G59 G90 G00 X100 Z50(建立坐标系,到换刀点)
N40 G00 X60 Z45 (移到循环起点)
N50 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环.吃刀深2mm)
N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)
N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)
N5 X25 Z-25.5 K-3.5 (加工第四次循环,吃刀深2mm)
N6 M05 (主轴停)
N7 M30 (主程序结束并复位)
例2:用G81指令编制下图工件的程序。
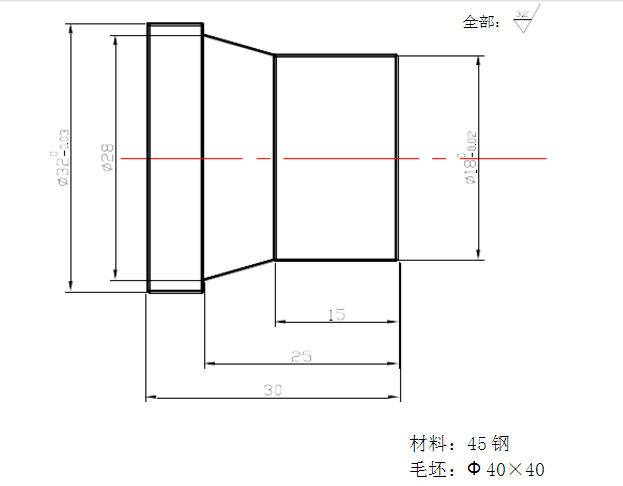
%2322
T0101 (选择1号右偏刀)
M03 S700 (主轴正转 转速700r/min)
G00 X50 Z50 (定位刀对刀点)
G00 X41 Z2 (移到循环起点)
G80 X36 Z-30 F100 (粗车Φ32外圆第一刀)
X32.5 (粗车第二刀,精加工余量0.5mm)
X27 Z-25 (粗车Φ27外圆)
G00 X100 Z50 (退刀换刀点)
T0202 (换2号左偏刀)
G81 X18.5 Z-4 K-10 F100 (粗车Φ18外圆及锥面,留0.5mm精车余量,第一刀)
Z-8 (粗车第二刀)
Z-12 (粗车第三刀)
Z-15 (粗车第四刀)
G00 X100 Z50
M05 (主轴停止)
T0303 M03 S1000 (换3号刀主轴正转转速1000r/min)
G00 X18 Z1
G01 Z-15 F60
X26.6 Z-25
X32
Z-30
G00 X50 Z50
M30 (主轴停止程序返回)



